




Contact us
Fiber Laser Welding For Power Battery
2016-09-02
121 times
Typically, power battery is a new clean energy and currently a research hotspot across the world. It is a kind of storage battery providing the power source for such vehicles as an electric car, electric train, electric bicycle and golf cart. It has been applied to a wide range of industries and become part of people’s lives.
Power battery is mainly made up of anode material, cathode material (carbon material), separator, electrolyte, battery shell, etc. As the core component of new energy vehicles, it directly determines the vehicle performance. Laser welding is a kind of manufacturing process to weld these raw materials into the battery cell, battery pack, etc., which is very critical for the whole production process of the power battery.
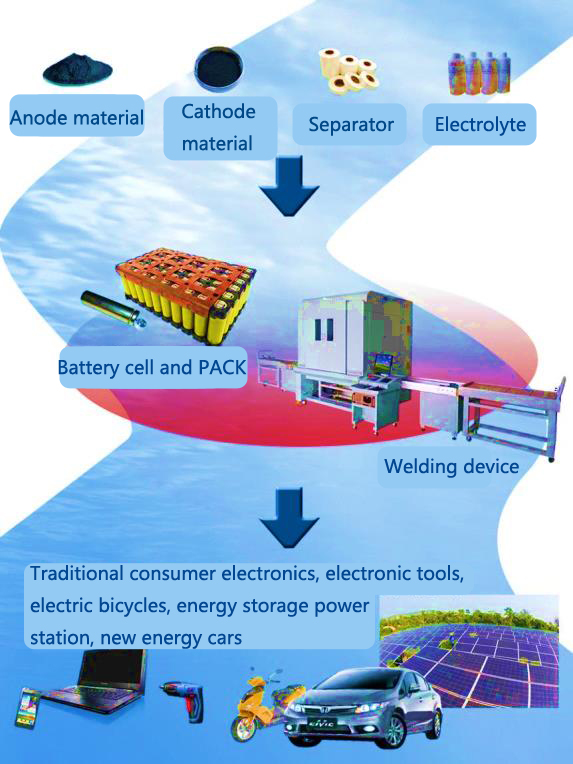
Figure 1 Composition and application of power battery
The following Figure 2 shows some welding seam pictures with common welding methods, each of which has their advantages and disadvantages in certain application areas. The welding effect of vacuum electron beam welding and laser welding is almost the same since they both are high energy density welding. However, electron beam welding has high requirements for facility and working environment (vacuum), so there is great difficulty in mass production. Currently, it is only used in the production of some special supercapacitor. Laser welding has the advantages of: low welding material loss, no welding flux required, beautiful welding seam, stable performance, easy operation, good welding quality, the high degree of automation and process repeatability, which cannot be matched by other welding methods.
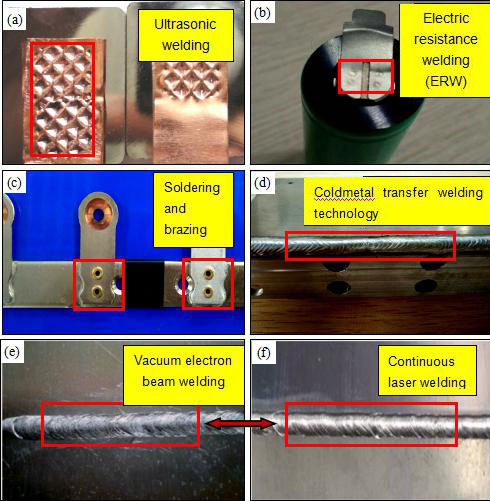
Figure 2 Comparison of welding seams of common welding methods
(a) Ultrasonic welding;
(b) Electric resistance welding (ERW);
(c) Soldering and brazing;
(d) Cold metal transfer welding technology;
(e) Vacuum electron beam welding;
(f) Continuous laser welding
means the real part of its cell is 34mm in width, 3.8mm in thickness, and 50mm in length.
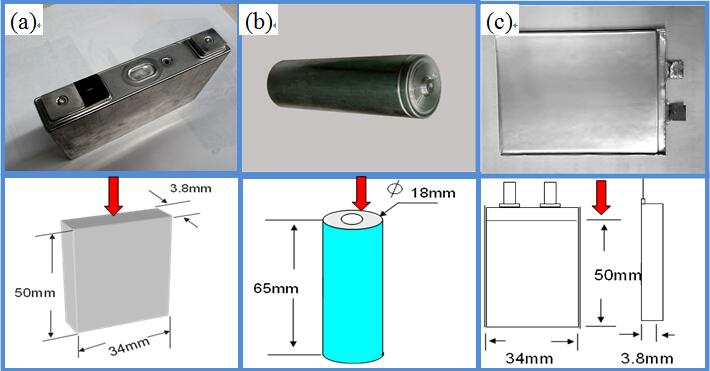
Figure 3 Common external dimensions of power battery
(a) Prismatic cell (b) Cylindrical cell (c) Pouch cell
These three types of cells are presently all used in the production of electric cars, of which the prismatic cell and cylindrical cell are more widely used. Different shapes of power batteries have different welding process parameters. The Tesla electric car in the US can be a case in point. It adopts the battery pack combined with more than 7000 pieces of Panasonic NCR 18650 3100mah to ensure long battery life. Also, the BYD Dynasty series, the best selling electric car in the Chinese market, is just another example of battery pack combined with the prismatic cell with an aluminium shell. Laser welding technological process of prismatic power battery is shown in Figure 4.
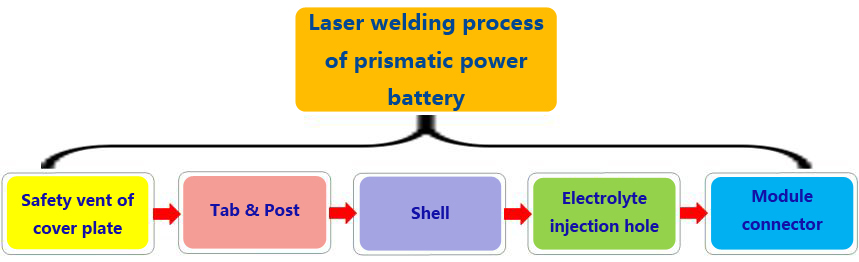
Figure 4 Laser welding process of prismatic power battery
Power battery has six laser welding positions, i.e. the safety vent of the cover plate, cell & post, battery shell, sealing pin (electrolyte injection hole), battery tab, cell tab & top cover. Besides, the welding positions of the supercapacitor are mainly its connector and cathode (sealing welding). Laser welding positions of supercapacitor and different types of power batteries are shown in Figure 5.
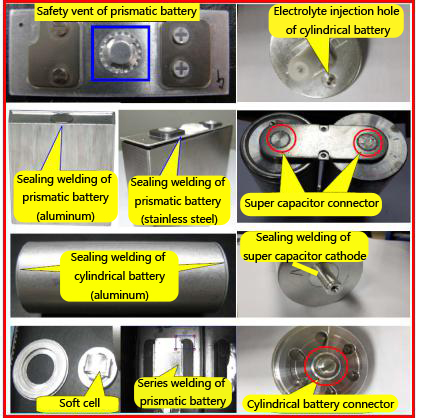
Figure 5 Laser welding positions of different types of batteries
In practical production, according to the material, shape, thickness, and pulling force, welding process personnel will select proper laser and process parameters (like welding speed, waveform, peak value, inclined angle of welding head, etc.) to make sure that the final welding effect meets the requirements of power battery makers. Pulsed or continuous welding can both be adopted for the 1xxx and 3xxx aluminum alloy. Yet, continuous welding is the best choice among other series of aluminum alloy. Taking prismatic power battery, for example, the following part will introduce the features of laser welding process.
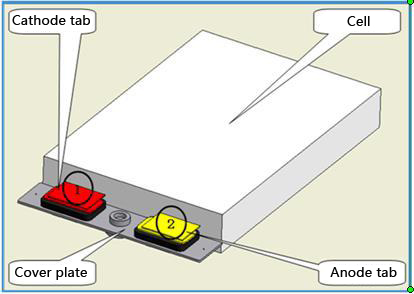
Figure 6 Structure of prismatic battery
Figure 6 is the common structure diagram of the prismatic battery. Welding of its shell cover plate falls into top welding and side welding. On the top is a rectangular cover plate with anode leading-out terminal. Put the cover plate into the shell so that it is flush with the upper end. Then use repetitive, continuous laser to weld and seal the seam between the cover plate and shell. This process is called top welding, during which laser beam is not necessary to move. After fixing prismatic battery onto worktable and pointing the laser beam at welding seam, start the worktable to make the battery move along the X, Y coordinates of the worktable to form the same rectangle pattern as the welding seam.
However, when top welding sealing process is adopted for the cover plate of prismatic battery, there is no positioning step to place the cover plate, and demands for dimensional allowance of the upper cover and welding assembly accuracy are very strict. Compared with top welding process, side welding offers low dimensional allowance requirements. And the upper cover can be easily tightly compressed. Yet workpiece must rotate and the fixture is needed during side welding, so it has a high cost and low efficiency. When welding the 27148 prismatic battery, for example, top welding is about 1.5s faster than side welding. And it can produce another 120 products per hour than side welding.
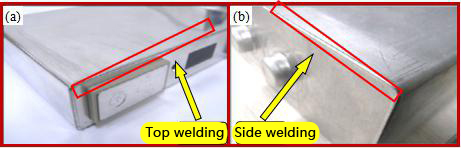
Figure 7 Top and side welding process for prismatic battery shell
(a)顶焊:Top welding; (b)侧焊:Side welding
By comparison, the top welding and side welding for prismatic power battery have their respective advantages and disadvantages:
Side welding has much less influence on the interior of cell and it will be hard for splashes to enter the inner side of shell cover. The disadvantage of this approach is that the shell cover may bulge after being welded, which will affect subsequent assembling process. Therefore, side welding has higher requirements for laser stability, material cleanliness and fit-up gap between the top cover and shell.
Since top welding performs welding on one plane and can finish welding the four sides at a time, high welding efficiency can be achieved. Nevertheless, it has very high demands for the positioning accuracy of the preceding process and for the automation level of welding machine. When top welding is adopted for prismatic battery, adjust waveform, power, and welding velocity according to the actual situation since problems are very likely to occur at the four corners. But laser welding for cylindrical battery won’t have such a problem—cylindrical battery is usually fixed on the three jaw chuck for side welding. Nonetheless, it will be harder for cylindrical battery to integrate battery module later.
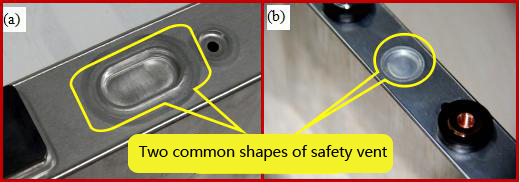
Figure 8 Common shapes of prismatic battery safety vent
防爆阀常见两种形状:Two common shapes of safety vent
Figure 9 are two welding seam pictures of safety vent adopting continuous and pulsed laser welding. Continuous and pulsed laser can be adopted to weld safety vent. Continuous seal welding can be achieved by pulsed laser through the overlap and coverage of welding spots. Yet, it has relatively low welding efficiency and poor sealing performance (If parameters are not properly adjusted, flaw may occur when using pulse laser to weld safety vent.). Despite the fact that continuous laser welding has higher requirements for product assembling accuracy, high-speed, high-quality welding, and high welding stability, efficiency and yield can be ensured. For example, it takes over ten seconds for a 25*15mm safety vent separator to use 300w pulsed laser to perform welding, while for a 1000W single mode fiber laser, all that needed is less than 2s.
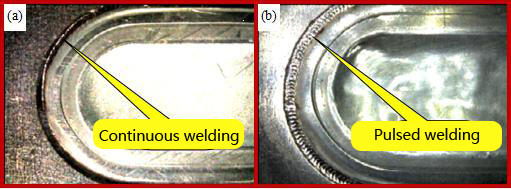
Figure 9 Welding seam pictures of safety vent adopting continuous & pulsed laser welding
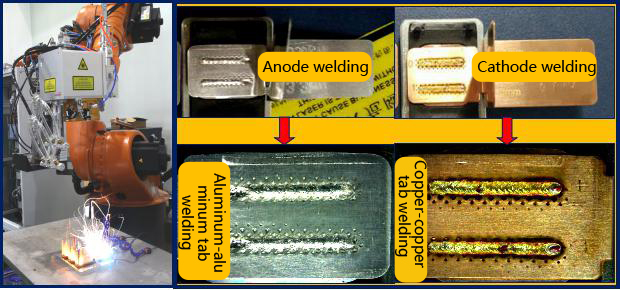
Figure 10 Galvanometer scanner welding between batter cell tab and post
Since the material, structure and welding method of the battery tab and connector are quite similar, their technical process is almost the same. What differs is that the connector needs higher welding intensity since it is located at the outside of the battery. Hard connector: For battery pack, the thickness of connector between battery posts is between 1.5~2mm. 4000~6000W fiber laser, coupled with high-power galvanometer scanner and robot should be used to maximize production efficiency: Driven by galvanometer scanner, laser spot can perform welding with extremely high speed (100~300mm/s) and empty jump (2000~3000mm/s). Each time the robot moves to a certain position, the galvanometer scanner can weld 4 to 9 posts, with greater efficiency than other lasers (with the same power as galvanometer scanner, working together with XYZ platform and welding head). See Figure 11.
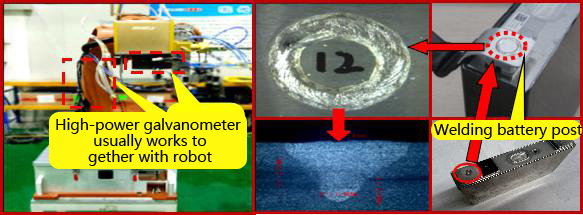
Figure 11 Welding battery post and connector
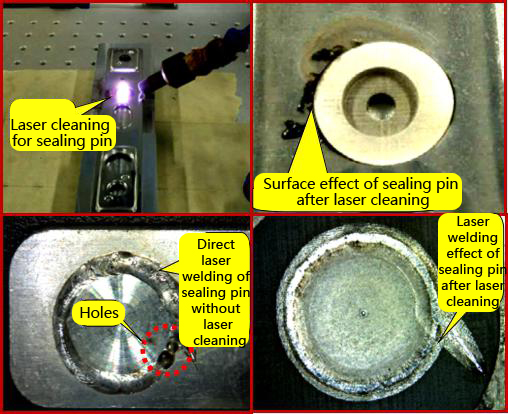
Figure 12 Continuous laser welding for sealing pin
Summary:
No matter what kind of power battery, problems in the technical process still need to be solved according to practical situation. Thanks to its unique advantages, laser welding is being widely used in the power battery industry. The unresolved problems await our further study, and we will speed up our efforts to provide better, faster and more stable welding devices for battery makers and facilitate the development of the industry.
Power battery is mainly made up of anode material, cathode material (carbon material), separator, electrolyte, battery shell, etc. As the core component of new energy vehicles, it directly determines the vehicle performance. Laser welding is a kind of manufacturing process to weld these raw materials into the battery cell, battery pack, etc., which is very critical for the whole production process of the power battery.
Figure 1 Composition and application of power battery
1 Comparison of Common Welding Methods of Power Battery
Many packaging technologies are applied to the actual production process of power battery: laser welding, electric resistance welding, ultrasonic welding, cold metal transfer welding technology (CMT), soldering and brazing, vacuum electron beam welding, etc. Appropriate welding methods and optimized process parameters play a significant role in saving the production cost of power battery and ensuring its uniformity, reliability, and safety. Flexible, efficient and precision, laser welding is one kind of non-contact process which can not only meets the performance requirements of the production process of the power battery but great advances the development of new energy power technology.The following Figure 2 shows some welding seam pictures with common welding methods, each of which has their advantages and disadvantages in certain application areas. The welding effect of vacuum electron beam welding and laser welding is almost the same since they both are high energy density welding. However, electron beam welding has high requirements for facility and working environment (vacuum), so there is great difficulty in mass production. Currently, it is only used in the production of some special supercapacitor. Laser welding has the advantages of: low welding material loss, no welding flux required, beautiful welding seam, stable performance, easy operation, good welding quality, the high degree of automation and process repeatability, which cannot be matched by other welding methods.
Figure 2 Comparison of welding seams of common welding methods
(b) Electric resistance welding (ERW);
(c) Soldering and brazing;
(d) Cold metal transfer welding technology;
(e) Vacuum electron beam welding;
(f) Continuous laser welding
2 Common Welding Positions of Power Battery
As shown in Figure 3, power battery cell can be divided into three types: prismatic cell, cylindrical cell, and pouch cell, which are named by their external appearance and dimensions. For example, the prismatic lithium-ion 383450 model means the real part of its cell is 34mm in width, 3.8mm in thickness, and 50mm in length. The cylindrical 18650 model means its cell diameter is 18mm and 65mm in width. The pouch cell 383450 modelmeans the real part of its cell is 34mm in width, 3.8mm in thickness, and 50mm in length.
Figure 3 Common external dimensions of power battery
(a) Prismatic cell (b) Cylindrical cell (c) Pouch cell
These three types of cells are presently all used in the production of electric cars, of which the prismatic cell and cylindrical cell are more widely used. Different shapes of power batteries have different welding process parameters. The Tesla electric car in the US can be a case in point. It adopts the battery pack combined with more than 7000 pieces of Panasonic NCR 18650 3100mah to ensure long battery life. Also, the BYD Dynasty series, the best selling electric car in the Chinese market, is just another example of battery pack combined with the prismatic cell with an aluminium shell. Laser welding technological process of prismatic power battery is shown in Figure 4.
Figure 4 Laser welding process of prismatic power battery
Power battery has six laser welding positions, i.e. the safety vent of the cover plate, cell & post, battery shell, sealing pin (electrolyte injection hole), battery tab, cell tab & top cover. Besides, the welding positions of the supercapacitor are mainly its connector and cathode (sealing welding). Laser welding positions of supercapacitor and different types of power batteries are shown in Figure 5.
Figure 5 Laser welding positions of different types of batteries
3 Laser Welding Process Study of Power Battery
Aluminium alloy and stainless steel are the two main shell materials of the power battery. The most widely used aluminum alloy is usually divided into 1xxx and 3xxx aluminum alloy. Stainless steel has good laser welding performance. 304 stainless steel, for example, whether welded by pulsed or continuous laser, can obtain the good appearance of welding seam and mechanical property. The degree of difficulty in welding aluminum alloy is much greater than welding stainless steel as a result of problems such as bulged welding surface, internal air hole, flying sparks, etc. during the production process. The bulged welding surface and internal air hole problem may be caused by the diameter of the fiber is too small, laser energy is set too high or welding speed is too fast. There are many factors (such as material cleanliness, purity, property, etc.) that can result in sparks flying in welding seam.In practical production, according to the material, shape, thickness, and pulling force, welding process personnel will select proper laser and process parameters (like welding speed, waveform, peak value, inclined angle of welding head, etc.) to make sure that the final welding effect meets the requirements of power battery makers. Pulsed or continuous welding can both be adopted for the 1xxx and 3xxx aluminum alloy. Yet, continuous welding is the best choice among other series of aluminum alloy. Taking prismatic power battery, for example, the following part will introduce the features of laser welding process.
3.1 Laser Welding for Prismatic Battery Shell
Figure 6 Structure of prismatic battery
Figure 6 is the common structure diagram of the prismatic battery. Welding of its shell cover plate falls into top welding and side welding. On the top is a rectangular cover plate with anode leading-out terminal. Put the cover plate into the shell so that it is flush with the upper end. Then use repetitive, continuous laser to weld and seal the seam between the cover plate and shell. This process is called top welding, during which laser beam is not necessary to move. After fixing prismatic battery onto worktable and pointing the laser beam at welding seam, start the worktable to make the battery move along the X, Y coordinates of the worktable to form the same rectangle pattern as the welding seam.
However, when top welding sealing process is adopted for the cover plate of prismatic battery, there is no positioning step to place the cover plate, and demands for dimensional allowance of the upper cover and welding assembly accuracy are very strict. Compared with top welding process, side welding offers low dimensional allowance requirements. And the upper cover can be easily tightly compressed. Yet workpiece must rotate and the fixture is needed during side welding, so it has a high cost and low efficiency. When welding the 27148 prismatic battery, for example, top welding is about 1.5s faster than side welding. And it can produce another 120 products per hour than side welding.
Figure 7 Top and side welding process for prismatic battery shell
(a)顶焊:Top welding; (b)侧焊:Side welding
By comparison, the top welding and side welding for prismatic power battery have their respective advantages and disadvantages:
Side welding has much less influence on the interior of cell and it will be hard for splashes to enter the inner side of shell cover. The disadvantage of this approach is that the shell cover may bulge after being welded, which will affect subsequent assembling process. Therefore, side welding has higher requirements for laser stability, material cleanliness and fit-up gap between the top cover and shell.
Since top welding performs welding on one plane and can finish welding the four sides at a time, high welding efficiency can be achieved. Nevertheless, it has very high demands for the positioning accuracy of the preceding process and for the automation level of welding machine. When top welding is adopted for prismatic battery, adjust waveform, power, and welding velocity according to the actual situation since problems are very likely to occur at the four corners. But laser welding for cylindrical battery won’t have such a problem—cylindrical battery is usually fixed on the three jaw chuck for side welding. Nonetheless, it will be harder for cylindrical battery to integrate battery module later.
3.2 Laser Welding for Prismatic Battery Safety Vent
The safety vent is a thin-wall valve body on the seal plate. When the internal pressure of battery exceeds specified value, the safety vent will be cracked to provide protection for the battery. With ingenious structure, many safety vents are patented designs of battery makers. Its fundamentals are to use laser to weld two fixed aluminous metal sheets. When the internal pressure exceeds certain value, aluminum sheet cracks in the groove to prevent the battery from bursting. Therefore, this process has high technical requirements for laser welding process, which must enable welding seam to be well sealed. Also, the breaking pressure of welding seam shall be greater than that of the groove of aluminum sheet. Two common safety vents are shown in the following Figure 8.Figure 8 Common shapes of prismatic battery safety vent
防爆阀常见两种形状:Two common shapes of safety vent
Figure 9 are two welding seam pictures of safety vent adopting continuous and pulsed laser welding. Continuous and pulsed laser can be adopted to weld safety vent. Continuous seal welding can be achieved by pulsed laser through the overlap and coverage of welding spots. Yet, it has relatively low welding efficiency and poor sealing performance (If parameters are not properly adjusted, flaw may occur when using pulse laser to weld safety vent.). Despite the fact that continuous laser welding has higher requirements for product assembling accuracy, high-speed, high-quality welding, and high welding stability, efficiency and yield can be ensured. For example, it takes over ten seconds for a 25*15mm safety vent separator to use 300w pulsed laser to perform welding, while for a 1000W single mode fiber laser, all that needed is less than 2s.
Figure 9 Welding seam pictures of safety vent adopting continuous & pulsed laser welding
3.3 Laser Welding for Prismatic Battery Cell Tab and Connector
The battery post on the cover plate has internal and external connections:Inside the battery, welding is performed between the cell tab and post. Outside the battery, battery post is welded through the connector to form series circuit and parallel circuit to constitute battery module. Tab is battery cathode and anode, with aluminum used for anode and copper for cathode. According to different models of batteries, sizes of aluminum (copper) tabs are also different. Provided that the design requirements of the pulling force and conductivity are met, the fiber laser with good laser beam quality and small laser spot will be preferentially selected. Figure 10 shows fiber laser welding, laser welding for battery tabs between aluminums and between coppers.Figure 10 Galvanometer scanner welding between batter cell tab and post
Since the material, structure and welding method of the battery tab and connector are quite similar, their technical process is almost the same. What differs is that the connector needs higher welding intensity since it is located at the outside of the battery. Hard connector: For battery pack, the thickness of connector between battery posts is between 1.5~2mm. 4000~6000W fiber laser, coupled with high-power galvanometer scanner and robot should be used to maximize production efficiency: Driven by galvanometer scanner, laser spot can perform welding with extremely high speed (100~300mm/s) and empty jump (2000~3000mm/s). Each time the robot moves to a certain position, the galvanometer scanner can weld 4 to 9 posts, with greater efficiency than other lasers (with the same power as galvanometer scanner, working together with XYZ platform and welding head). See Figure 11.
Figure 11 Welding battery post and connector
3.4 Laser Welding for Prismatic Battery Sealing Pin
There are many different types of sealing pins (cover cap of injection hole), which are very much like a circular cover cap with 8mm in diameter and 0.8 in thickness and can be welded with pulsed laser. It is worth noting that since some cover caps are formed by cold processing, crack in welding seams can be easily caused by cold-work hardening and residual stress. So heat treatment of the cover cap is quite necessary before welding. The sealing pin of prismatic power battery is usually welded by riveting or YAG pulsed laser. Production efficiency can be up to 6PPM by using a 300W LP YAG pulsed laser to weld a sealing pin with approx. 8mm in diameter. To lift productivity, welding speed should be accelerated. So fiber laser is a good choice that enables continuous laser welding. However, it has higher requirements for product cleanliness since the residual electrolyte and its crystal can easily lead to welding spatters and small holes. So it is clear that laser cleaning is quite important for this process. Figure 12 Continuous laser welding for sealing pin
Summary:
No matter what kind of power battery, problems in the technical process still need to be solved according to practical situation. Thanks to its unique advantages, laser welding is being widely used in the power battery industry. The unresolved problems await our further study, and we will speed up our efforts to provide better, faster and more stable welding devices for battery makers and facilitate the development of the industry.
ABOUT HAN'S LASER CORPORATION
Han's Laser Corporation is a wholly-owned subsidiary of Han's Laser Technology Group, a global industrial laser technology leader.
We are committed to providing our customers with the latest industrial laser machine technology to suit their particular needs better.
Headquartered in the U.S., employed by knowledgeable, trained personnel. Han's Laser is transforming the industry with our state-of-the-art machines.
Han's Laser Technology Industry Group Co., Ltd, a public company established in 1996, has become the Chinese national laser industry's flagship and one of the world's most famous laser equipment manufacturers. Han's Laser went public in Shenzhen Stock Exchange Market in 2004. And as of today, its market value reaches more than 7 Billion USD.
We are committed to providing our customers with the latest industrial laser machine technology to suit their particular needs better.
Headquartered in the U.S., employed by knowledgeable, trained personnel. Han's Laser is transforming the industry with our state-of-the-art machines.
Han's Laser Technology Industry Group Co., Ltd, a public company established in 1996, has become the Chinese national laser industry's flagship and one of the world's most famous laser equipment manufacturers. Han's Laser went public in Shenzhen Stock Exchange Market in 2004. And as of today, its market value reaches more than 7 Billion USD.
CLIENTS















The global leader in laser technology
2220 O'Toole Ave, San Jose, CA 95131, USA
4224 Clay Business Dr, Katy, TX 77449




Products
© 2020 Han's Laser Corporation. All Rights Reserved.